Проблемы и перспективы развития технологических линий для изготовления полимерных труб, машиностроительной базы для их создания, в т.ч. у нас в Украине, состояния рынка полимерперерабатывающего оборудования неразрывно
связаны с рынком производства полимерной трубной продукции. В
отраслевой прессе этому уделялось достаточно много внимания [ 1, 2 ].
Со времени последних исследований украинского рынка прошло пять лет.
Многие проблемы решены или еще решаются. Часть прогнозов сбылась, а
главные – бурное развитие оборудования для экструзии, рост потребности в трубах, расширение их номенклатуры – продолжают сбываться.
К сожалению, кое-что потеряно бесповоротно. А тема – производство труб и
оборудование для этого – продолжает быть актуальной и проблемной,
такой, которая требует постоянного к себе внимания.
В данное время в мире полимерных труб изготовляется больше, чем
труб из всех остальных материалов вместе взятых. Многообразие типов
востребованных полимерных труб, разнообразие исходных полимеров и
композиций предопределяют необходимость наличия множества технологий для
изготовления труб и, соответственно, специализированного оборудования
для реализации этих технологий. В данной статье рассматриваются
оборудование и этапы его развития на примере анализа технологических
линий экструзий для производства четырех типов (по особенностям
изготовления) труб: гладких напорных; гофрированных дренажных;
гофрированных двухслойных канализационных; навитых канализационных.
Технические данные, которые приводятся в статье, относятся к трубам из
полиолефинов.

Исторический экскурс
Экструзия (выдавливание) вязких материалов как способ их промышленной
обработки известна уже около 200 лет. Сначала с помощью поршневых
прессов и с применением мускульной силы человека и животных
экструдировались трубы из свинца, макароны из теста, кирпич из глины и
другие изделия. С середины XIX века был осуществлен переход поршневых
прессов на механический или гидравлический привод и началось
использование как исходного сырья естественных полимеров – например,
гуттаперчи для покрытия проводов. В начале 70 годов того же столетия
впервые появились шнековые (червячные) экструдеры с паровым обогревом и
водяным охлаждением для переработки резины. А в 1892–1912 гг. фирма
«Troеster» (Германия) освоила их серийное производство и поставила около
600 шнековых прессов для нужд промышленности, в т.ч. на экспорт [3]. На
некоторых резиноперерабатывающих заводах нашей страны еще есть образцы
машин «Troеster», которые поступили в цеха по репарации после второй
мировой войны.
В середине 20-х годов начали экструдироваться такие термопласты как
полихлорвинил (поливинилхлорид) и полистирол. В 1935 г. Фирмой
«Troеster» был создан экструдер для переработки пластмасс, который имеет
комбинированный (электропаровой) обогрев и значительно более длинный
червяк, чем в шнековых прессах для резины. А уже в 1936 г. была
изготовлена машина с электрообогревом для прямой переработки
порошкообразных и гранулированных пластмасс. В 1939 г. фирма «Troеster»
на экструдерах с электрообогревом впервые установила воздушное
охлаждение. В эти же годы итальянцы Коломбо и Паскетти сконструировали
двухчервячный пресс для переработки пластмасс. Вторая мировая война
способствовала ускорению создания новых видов пластмасс, развитию
экструзионного оборудования для их переработки. Первым же этапом
интенсивного развития техники экструзии для пластмасс следует считать
период 1946 – 1953 гг. К его концу были упорядочены и систематизированы
опыт и знания в этой области, а также проведены теоретические и
экспериментальные исследования, которые дополнили и подкрепили практику,
особенно в конструктивном совершенствовании механической составляющей
оборудования линий и в создании машиностроительной технологической базы
их изготовления. Выполненная в этот период работа стала основой
последующего развития экструдеров, комплектующего технологические линии
оборудования и превращения их в универсальное и рациональное
оборудование современной промышленности пластмасс [3].
Ко второму этапу ускоренного развития техники экструзии в комплексе со
вспомогательным и периферийным оборудованием линий можно отнести период с
1988 по 2001 гг., автоматические экструзионные технологические линии
были трансформированы в компьютеризованные автоматы. Обновились с
перспективой последующего совершенствования первичные датчики
характеристик процессов, вторичные приборы.
Уменьшилась инерционность и повысилась стабильность систем тепловой
автоматики и электроприводов. Разработанные математические модели
операций процесса переработки позволили создать компьютерные программы
управления как отдельными операциями, так и процессом в целом.
 |
Состав оборудования и принцип его работы
Из-за ограниченного объема статьи рассматриваем оборудование для
изготовления только четырех типов труб, указанных выше, с внешним
диаметром от 160 мм и больше, которые режутся на мерные куски.
Гладкие напорные трубы. Технологическая схема линии для
изготовления гладких труб при- ведена на рис. 1. Гранулированный
материал, который перерабатывается, загружается в бункер червячного
пресса 1 с помощью дозатора или непосредственно загрузчиком. Из бункера
материал самотеком попадает в витки червяка (червяков), где под
действием тепла диссипации и внешнего обогрева нагревается и плавится,
сжимается и гомогенизируется. В головке 2 формируется заготовка трубы в
виде кольца бесконечной ширины, которая в калибраторе 3 принимает
заданную форму и размеры, фиксирующиеся при охлаждении. Окончательно
труба охлаждается водой в ванне (ваннах) 4. Протяжка трубы через
калибратор и ванны охлаждения производится тянущим устройством 5, резка
трубы на мерные отрезки – планетарной пилой 6, отрезки труб стопируются в
штабеле качающимся желобом 7.
|
Загрузка
материала в экструдеры бывает как «голодная», так и дозируемая. Гранулы
перерабатываются на одночервячных экструдерах, а порошкообразные
полимеры – на двухчервячных. Калибрование осуществляется в калибраторах
избыточного давления, вакуумных или комбинированных; охлаждение трубы
используется как внешнее, так и внутреннее.
Основными модулями оборудования (или технологическими операциями
процесса), которые определяют качество и производительность линий при
изготовлении гладких труб, являются: экструдер (подготовка расплава);
формующая головка (формирование заготовки трубы); калибратор
(формообразование трубы); ванны охлаждения (охлаждение трубы).
Максимальной внешний диаметр труб: 2000 мм – «PipeLife» (Норвегия); 1600
мм – KWН PIPE (Финляндия, Польша); Firat (Турция); Dizayn Group
(Турция).
Фирмы-производители оборудования: «Reifenhauser» (Германия); «Cincinnati
Exstrusion» (Австрия); «Kraus-Maffei» (Германия); «Zhejiang Jinhai
Plastic Machinery» (Китай); «Weber» (Германия); «Shanghai Jwell
Machinery» (Китай); «Wittmann» (Австрия); «Krah» (Германия); «Luigi
Bandera» (Италия); «Amut» (Италия); «Leistritz» (Германия); «ДАК»
(Украина); «Smart Extrusion Technologies» (США); «Pol-Servise» (Польша);
«IMG-Liansu» (Германия- Китай); «Luhua», (Китай); УкрНИИпластмаш
(Украина); завод «Большевик» (Украина).
|
 |
 |
Гофрированные трубы, в т.ч. дренажные.
Гофрированные трубы, как и гладкие, должны обеспечивать достаточную кольцевую жесткость.
Технологическая схема для изготовления гофрированных дренажных труб
приведена на рис.2. Подготовка расплава аналогична рассмотренному выше
процессу; формирование заготовки трубы происходит аналогично предыдущей
трубе в прямоточной головке 1 с диффузорным формирующим каналом 2, но
внутренний технологический диаметр оформляется на необогреваемом
киль-дорне 5. Для формообразования гофротрубы необходимо специальное
калибровочное устройство (гофратор) [5], которое представляет собою
двухгусеничный конвейер 3, что несет полуформы для формирования гофров
трубы. При работе заготовка трубы на киль-дорне 5, попадает
непосредственно в цилиндрическую полость сомкнутых полуформ конвейера 3,
который в данном случае играет и роль тянущего устройства.
Формообразование гофр происходит как с помощью сжатого воздуха, который
поступает через киль-дорн 5 в полость заготовки трубы, ограниченной
пробкой 4 (см. рис. 2), так и с помощью создания вакуума в полуформах
(рис 3). Предварительное охлаждение сформированной трубы (до
формоустойчивого состояния) осуществляется в охлаждаемых полуформах,
окончательное – в воздушных или водяных ваннах. Если труба используется
для мелиоративных целей, то она поступает на перфоратор, где в ее стенке
пробиваются (фрезеруются) дренажные отверстия.
|
 |
Основными модулями оборудования (или
технологическими операциями процесса), которые определяют качество и
производительность линий при изготовлении гофротруб, являются: экструдер
(подготовка расплава); формующая головка (формирование заготовки
трубы); гофратор (формообразование и предварительное охлаждение
гофротрубы); ванны воздушного или водяного охлаждения гофротрубы.
Максимальной внешний/внутренний диаметр труб: 630/90, «Pol-Servise» (Польша).
Фирмы-производители оборудования: УкрНИИ-пластмаш (Украина); завод
«Большевик» (Украина); «Smart Extrusion Technologies» (США);
«Pol-Servise» (Польша).
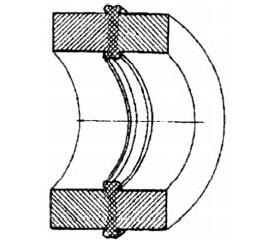
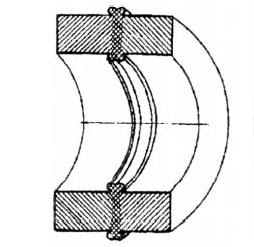
Гофрированные двухслойные трубы, в т.ч. канализационные.
Первые два рассмотренных выше типа труб являются основой для производства гофрированных двух- и трехслойных труб.
В отличие от однослойной гофротрубы, при изготовлении двухслойной
(внутренний слой гладкий) экструзия проводится одновременно, но
последовательно из двух экструдеров через две головки (в отличие от
соэкструзионных головок) двух заготовок: для внутренней гладкой и
внешней гофрированной поверхности труб. Эти трубы еще имеют название
«трубы со структурированной стенкой» [7]. |
Гомогенный
расплав из первого экструдера поступает в прямоточную головку 1 (рис.
4), где формируется трубная заготовка гладкого слоя двухслойной трубы 7.
Участки транспортного и формующего конфузорного зазоров головки 1
находятся в цилиндрической полости угловой трубной головки 2. В головке 2
формируется заготовка для гофрированного слоя 4, из которой благодаря
вакууму камеры 5 в сошедшихся полуформах 3 образуются гофры 6. К
внутренним перемычкам между гофрами за счет давления, которое создается
во внутренней полости гладкой трубы при ее формообразовании,
привариваются соответствующие участки гладкой трубы.
Охлаждение изготовленной двухслойной трубы осуществляется аналогично
описанным выше. Максимальный внешний диаметр структурированных труб 2400
мм.
Комбинированием способов производства гладких и гофрированных труб можно
получить двухслойные гофротрубы с гладким внешним слоем и трехслойные
трубы с гладкими внутренним и внешним слоями.
Основными модулями оборудования (или технологическими операциями
процесса), которые определяют качество и производительность линий при
изготовлении двухслойных гофротруб, являются: экструдеры (подготовка
расплава); формующие головки (формирование заготовок труб); калибраторы
(формообразование гладкой и гофрированной труб, их предварительное
охлаждение в калибраторе); ванны воздушного или водяного окончательного
охлаждения двухслойной гофротрубы.
Фирмы-производители оборудования: «Unicor Plastmaschinen» (Германия);
«Drossbach», (Германия); «Pol-Servise» (Польша); «IMG-Liansu»
(Германия–Китай); «Luhua» (Китай).
|
 |
 |
Навитые трубы, в т.ч. канализационные.
В отличие от рассмотренных выше способов, в данном случае изготовление
безнапорных навитых труб большого диаметра осуществляется намоткой
(навивкой) экструдируемого профиля (элемента) на вращающуюся
цилиндрическую оправку при ее осевом перемещении или при перемещении
экструдера на специальной платформе вдоль оправки. Если профили полые,
то такие навитые трубы называются еще сотовыми, структурированными.
На рис. 5 представлена в двух проекциях технологическая схема
изготовления навитых труб экструзионной технологической группы
«IMGLiansu», (Германия–Китай). В экструдере 1 готовится расплав, который
в головке 2 формуется в полую заготовку цилиндрического или квадратного
профиля. В вакуумном калибраторе 3 фиксируется заданная форма профиля и
происходит предварительное охлаждение заготовки профиля, при котором
увеличивается его прочность, что позволяет протянуть профиль через
калибратор. Дальнейшая термообработка заготовки проходит в вакуумной
ванне 4, где полый профиль 5 охлаждается до формоустойчивого состояния,
достаточного для сохранения формы в условиях навивки на оправку 7,
которая в данном случае выполняет роль тянущего устройства. Полый
профиль 5 при его винтовой (спиральной) укладке сваривается с предыдущем
витком благодаря сварочному слою расплава, поступающего из
вспомогательного экструдера 6.
|
Более мобильной является навивка на вращающуюся
оправку, перемещающуюся перпендикулярно оси экструдера. В этом случае
переход от одной оправки на другую занимает меньше времени [8]. Скорость
вращения оправки зависит от диаметра навиваемой трубы и ширины профиля
(шага трубы), определяющих угол навивки трубы. Также при навивке кроме
тела труб стандартных размеров (внутренний диаметр, длина) формируются
их раструбы.
Распространены три основных способа сварки (соединения) элементов трубы
на оправке: сваркой ступенчато внахлест с последующей прокаткой шва;
сваркой встык с последующим прижатием элементов и сваркой встык с
введением между элементами сварочного слоя расплава и последующего
прижатия элементов.
Новыми и перспективными являются сотовые трубы, изготавливающиеся
навивкой. Особый интерес из них представляют два типа: трубы КОРСИС ПЛЮС
«ПОЛИПЛАСТИКА» [9] и трубы «Энергоресурс-инвеста» [10]. Если основой
труб первого типа являются спирально намотанные на оправку и сваренные
между собой горячие полые профили разного сечения, то основой труб
второго типа – спирально навитые
водопроводные ПЭ трубы
диаметром 20-110 мм, сваренные между собой расплавом полиэтилена.
Промежутки между витками труб заполняются также расплавом (как с
внутренней, так и с внешней стороны). Количество навитых слоев может
быть разным, в зависимости от требований к сотовой трубе.

Основными модулями оборудования (или
технологическими операциями процесса), которые определяют качество и
производительность линий при изготовлении навитых труб, являются:
основной и вспомогательный экструдеры (подготовка расплава); формующие
головки (формирование заготовок полого профиля, профиля сварочного
слоя); калибраторы полого профиля (формообразование основного элемента
навитой трубы), вакуумная ванна (частичное охлаждение полого профиля),
калибраторы-оправки (формообразование навитой трубы); воздушное или
водяное (орошением) охлаждение навитой трубы на оправке.
Максимальной внешний диаметр труб: 3000 мм – «IMG-Liansu»,
(Германия-Китай); 3500 мм – «KWH PIPE» (Финляндия, Польша); 4000 мм –
«Полипластик» (Россия); 6000 мм – «Энергоресурс-инвест» (Украина).
Фирмы-производители оборудования: Krah (Германия); «Cincinnati
Extrusion» (Австрия); «Bauku» (Германия); «IMG-Liansu» (Германия-Китай);
«Luhua» (Китай).
 |
Особенности основных модулей современных трубных линий
Анализ технологий изготовления рассмотренных типов труб показывает, что
они принципиально не отличаются от общей технологической схемы, хотя
имеют свои особенности в исполнении отдельных операций (модулей).
Наиболее отработаны модули подготовки расплава и формирования заготовок
изделий, в т.ч. соэкструзионных. Есть отличия в исполнении модулей
формообразования изделий и их охлаждения, которые вызваны особенностями
технологии изготовления труб, отличием в их конструкции.
Червячные прессы (подготовка расплава).
Современные одночервячные экструдеры имеют червяки диаметром до 200 мм и
длиной 25–35 диаметров с производительностью до 2500 кг/ч. Максимальной
диаметр изготавливаемых гладких труб – 1600 мм (имеется информация об
освоении выпуска труб диаметром 2000 мм), максимальная толщина стенки –
до 120 мм и более. В промышленных экструдерах используются дозирующие
устройства («голодное» питание), рифленые втулки в загрузочной зоне,
барьерные червяки с дополнительными смесительными элементами, тепловые
трубы для термостатирования червяка, автоматически сменяемые фильтры
расплава, датчики давления и температуры расплава, электродвигатели
переменного тока с частотными преобразователями и другие новые
технические решения. [10].
Благодаря внедрению рифленой втулки и барьерного червяка фирма
«Cincinnati Extrusion» (Австрия) подняла производительность экструдера
при производстве гладких труб на 40 %, обеспечивая при этом достаточную
гомогенность расплава при более низкой температуре массы, чем обычно.
Представляет интерес также регулирование температуры расплава с помощью
пропорционального магнитного клапана на выходе из экструдера в головку,
что позволяет постоянно поддерживать оптимальную температуру для каждого
типа полимера, который перерабатывается. Мощность привода червяка
используется более полно, чем в классических экструдерах [11].
|
Вместе с одночервячными прессами, которые
загружаются обычно гранулами, для подготовки расплава из порошкообразных
композиций применяются двухчервячные прессы. Чаще всего встречаются
двухчервячные экструдеры с зацепляющимися червяками встречного вращения,
как цилиндрическими, так и коническими. Диаметр цилиндрических червяков
– 63–125 мм, конических, – 40/84 – 92/188 мм. Длина нарезной части
червяков в современных двухчервячных экструдерах достигает 27 и более
диаметров, большинство двухчервячных прессов оснащены зонами дегазации.
Обязательном атрибутом экструдеров являются фильтры с устройствами их
автоматической смены, которые обеспечивают непрерывную фильтрацию
расплава «Dynisco» Германия; «Bagsik» (Украина).
Вспомогательные экструдеры. Необходимы для
маркировки труб или изготовления сварочного профиля при навивке труб.
Формующие головки (формование заготовок труб, профилей
элементов навитых труб). При прохождении потока расплава через отверстия
обычного дорнодержателя появляется локальная «память» каждой струи по
сечению общего потока, что приводит к огранке внутренней поверхности
некалибруемой трубы из-за разной степени эластического восстановления
потока.
С целью ликвидации этих последствий поток необходимо подвергнуть новому
деформационному воздействию для выравнивания внутреннего напряжения по
кольцевому сечению заготовки. Это реализуется в винтовых (спиральных)
распределителях кольцевых головок, нашедших применение и
совершенствование ранее в пленочных головках [12]. Для выравнивания
перепада давления расплава по поперечному сечению любых головок
необходимо создавать участки выравнивания [13], своеобразные ресиверы
для расплава.
Калибраторы (формообразование труб, их элементов). Трубная
заготовка или заготовки элементов (профилей) будущей трубы должны быть
откалиброваны до заданных размеров (внешний или внутренний диаметр
трубы, толщина ее стенки). Для гладких труб это вакуумкалибраторы [13];
для гофротруб – пневмо- или вакуумгофраторы; для двух- или трехслойных
гофротруб калибраторами являются гофратор и внутренняя или внешняя
полимерные поверхности ранее откалиброванной гофротрубы; для навитых
труб внутренний диаметр – внешний диаметр оправки для намотки труб,
внешний – внешний диаметр оправки плюс толщина наматываемого профиля.
Переход с одного диаметра труб на другой является сложной и длительной
операцией, особенно при изготовлении труб большого диаметра. Технологи и
конструкторы ищут пути быстрой смены инструмента. Фирма «Cincinnati
Extrusion» создала комплексную систему, которая включает трубную головку
с набором дорнов, укомплектованных гидравлической регулировкой
формующего зазора. В комплект системы входят также регулируемый по
диаметру и длине калибратор, двухкамерная вакуумванна с вращающимся
калибрационным диском, тянущее устройство с автоматической настройкой
перехода на другой диаметр трубы [14].
Средства охлаждения. Охлаждение гладкой трубы начинается
еще в калибраторе, установленном на входе вакуумной ванны (вакуум от
0,01 до 0,09 МПа). Разряжение в вакуумной ванне обеспечивает плотный
контакт поверхности трубной заготовки с поверхностью внутри калибра. На
поверхности заготовки образуется слой твердого полимера, который после
выхода из калибратора непосредственно в ванну должен выдерживать
избыточное давление воздуха в трубе, а также силы трения, которые
возникают в калибраторе. Длина вакуумных ванн должна быть достаточной
для последующего охлаждения трубной заготовки. В ваннах избыточное
давление препятствует овализации заготовки, а растущая ее прочность дает
возможность преодолевать силы трения герметичных шторок (эластичных
диафрагм) во время перехода трубы из одной ванны в другую. Длина
вакуумных ванн приблизительно соответствует половине общей длины зоны
охлаждения, необходимой для полного охлаждения трубы. При современных
производительностях на трубах большого диаметра (например, труба
1200х67,9 ПЭ 100 SDR 17,6 Рубежанского трубного завода группы
«ПОЛИПЛАСТИК») и соответствующей им значительной толщине, требуется
наличие двух-трех вакуумных ванн длиной не менее 6 м каждая [13]. В
целом длина зоны охлаждения может достигать 30 и более метров.
Сокращение длины зоны охлаждения – актуальная и разрешимая проблема
благодаря переходу от пневмоформования к вакуумформованию, особенно труб
большого диаметра, в полости которых можно консольно разместить системы
внутреннего охлаждения трубы [15], например, методом орошения.
Средства автоматизации и компьютеризации. Новый уровень
контроля и управления процессом переработки современных линий для
изготовления труб достигнут благодаря бурному развитию средств
автоматизации и компьютеризации, разработке математических моделей
отдельных операций и процесса переработки полимеров в трубы в целом.
Контроль размеров труб. Основными геометрическими
размерами труб являются: внутренний и внешний диаметры, толщина стенок,
эксцентриситет, овальность. Наиболее распространены ультразвуковые
бесконтактные измерительные системы с возможностью измерения труб как в
горячем, так и холодном состоянии, в т.ч. диаметром до 2000 мм. По
результатам измерений, например, толщины, вносятся поправки на ее
изменение за счет регулировки частоты вращения червяка, скорости вытяжки
трубы тянущим устройством. Допуск к управлению защищен трехуровневой
системой кодов.
Фирмы-производители: «Zumbach» (Швейцария); «Extrudex-Kuststoffmaschinen» (Германия).
Датчики давления расплава. Фирмы-производители: «Dynisco» (Германия); «Bagsik» (Германия).
Бесконтактные лазерные устройства для измерения диаметра труб. Фирма-производитель – «Sikora» (Германия).
Датчики температуры расплава. Фирмы-производители: «Vetter» (Германия); «Extrudex-Kuststoffmaschinen»(Германия); «Bagsik» (Германия).
Устройства контроля и регулирования температуры. Фирма-производитель – «Tool-Temp» (Швейцария).
Процессорные системы для мониторинга и контроля технологической линии: фирмы производители: «Sikora» (Германия); «Wittmann» (Австрия); «Vipa art of automation» (Германия).
Были созданы системы визуализации процесса, важным качеством и
существенной эффективностью которых является эргономичное представление
информации пользователям в соответствии с принципами промышленного
дизайна. Особенное внимание уделено возможности быстрого изменения
технологических параметров как с помощью сенсорного экрана, так и с
помощью клавиатуры. Прямые интуитивные методы навигации целенаправленно
ведут оператора к необходимой информации или функции путем нажатия
кнопок выбора или тематически расположенных функциональных клавиш. Важно
удобство манипулирования с целью эффективного анализа неисправностей и
обработки данных, возможность дистанционного управления процессом,
протоколирования результатов измерений и изменений, которые вносятся в
процесс, «запоминание» освоенных технологических регламентов с
возможностью их быстрого воссоздания.
Вакуумные загрузчики. Предназначены для транспортировки гранулированных и порошкообразных, в т.ч. пылящих материалов.
Фирмы-производители: «Wittmann» (Австрия); «Plastic Systems» (Италия); «IBC Systems» (Украина); «Koch Technik» (Германия).
Дозирующие устройства. Позволяют задавать точную величину
погонной массы трубы. Кроме точного учета производительности экструдера и
трубной линии в целом, удобной и оперативной возможностью управления
производительностью, появилась возможность регулировать соотношение
толщины слоев материалов при соэкструзии.
Фирмы-производители: «Wittmann» (Австрия); «Maguire Products» (США); «IBC Systems» (Украина); «Koch Technik» (Германия).
Сушилки. Фирмы производители: «Kreyenborg» (Германия);
«Wittmann» (Австрия); «Plastic Systems» (Италия); «IBC Systems»
(Украина); «Koch Technik» (Германия).
Контактное и бесконтактное маркировочное оборудование для труб. Фирмы производители — «Domino» (Великобритания), «Gnatta» (Италия), «IMAJE S.A.» (Франция)
Термостаты (воздушные, водяные). Фирмы-производители:
«Wittmann» (Австрия); «Plastic Systems» (Италия); «Green Box» (Италия);
«Tool-Temp» (Щвейцария); «IBC Systems» (Украина).
Литература
1. Мельник В. «Полеты» вокруг экструдера – в мечтах и наяву. – Инженерные сети из полимерных материалов, № 1, 2003.
2. Мельник В. «Сборка в Украине»: игру определяет бытие. – Инженерные сети из полимерных материалов, № 1, 2003.
3. Шенкель Г. Шнековые прессы для пластмасс. – СПб: Госхимиздат, 1962. – 467с.
4. Шварц О., Эбелинг Ф.-В., Фурт Б. Переработка пластмасс. – СПб:. Профессия, 2005. – 467 с.
5. Ануфриев В., Зверлин В. Машиностроительные аспекты производства
гофрированных пластмассовых труб. Инженерные сети из полимерных
материалов, № 3, 2005.
6. Третьяков А. Полимерные гофрированные трубы. – Полимеры – деньги, № 1, 2006.
7. Пластиковые трубы со структурированной стенкой для канализационных сетей. – Инженерные сети из полимерных материалов, № 1, 2007.
8. Бат П. Производственная линия нового поколения от фирмы «Krah AG». – Полимерные трубы – Украина, № 1, 2008.
9. Новое на рынке: труба КОРСИС ПЛЮС. – Полимерные трубы – Украина, № 1, 2008.
10. Корпорация «Энергоресурс-инвест» представляет новую технологию
производства крупно-габаритных изделий с пустотелой (сотовой)
конструкцией стенки. – Полимерные трубы – Украина, № 3, 2007.
11. Новые горизонты производительности с экструдерами MONOS+. – Инженерные сети из полимерных материалов, № 3, 2007.
12. Лукач Ю.Е., Петухов А.Д., Сенатос В.А. Оборудование для производства
полимерных пленок. – М:. Машиностроение, 1981. – 224 с. 13.
Производство труб большого диаметра из полиэтилена. – Полимерные трубы, №
1, 2004.
14. IntelliChange: экономически эффективный метод смены диаметра труб. –
Экструзия, № 4, 2005. 15. Бисеров В., Гвоздев И., Гориловский М.,
Швабауэр В. Охлаждение полимерных труб в процессе их производства
методом экструзии. – Полимерные трубы – Украина, № 1, 2008.





















 ; - площадь живого сечения; v - скорость; С – коэффициент Шези;
; - площадь живого сечения; v - скорость; С – коэффициент Шези;  ; - гидравлический радиус;
; - гидравлический радиус;  ; - смоченный периметр; i = hl /L - уклон лотка; hl - падение лотка на длине L.
; - смоченный периметр; i = hl /L - уклон лотка; hl - падение лотка на длине L.





 - коэффициент, равный:
- коэффициент, равный:


